| PM | Quote | Reply | Full Topic |
Idahome

Joined: Wed May 2nd, 2018
Posts: 2165
Status:
Offline
Reputation: 
Reputation Points: $user_rep
So first up the old ranger axle is on the floor, it has been leveled and the spring perches are set at 0 degrees

angle gage set on pinion flange
we can see the stock pinion angle is 7 degrees (on my gauge, its 6 degrees factory +/-)
So now we need to center the new axle under the truck and set the desired pinion angle. Now this truck has a superlift (3" tapered blocks) AND we have now converted to a slip yoke style transfer case and 2 u joint rear driveshaft
So I need pinion angle to match the transfer case output shaft angle, at ride height (+/- 2 degrees)
Turns out, the t case output flange is also at 6 degrees so 6-7 is perfect
remember the new axle is under the truck suspended by the U bolts, loosely. Now it can be centered and pinion angle set, tack welded spring perches and shock mounts

After a bunch of math we know this
Ranger leaf springs are 38.5" apart, centering pin to centering pin
Explorer axle is 53" between backing plates exactly
So 53" - 38.5 = 14.5
half of 14.5 = 7.25" in from backing plate on both sides = centerline of our new perches

Now measuring from the old axle I can tell you the shock mount tabs are 6.5" in from that point or 13.75" in from backing plate. This marks our STARTING point for the shock tabs


lower shock tabs are to be welded at 50 degrees from horizontal with the tops at our now marked starting point AND in line w the shock bolts
Its a fine line we walk here
Now the axle is set on stands and checked for level



pinion turned up to 7 degrees, spring perches on centerline set at 0 degrees
locations marked, surfaces prepped for welding w flapper disc

YEAH BUDDY we are gonna weld the tubes to the center section also. Did some research, the 8.8 center is cast steel......pfft I can mig weld cast steel without special wire

Found during my researcxh of welding the tubes, trusses, 8.8 builds, with welded tubes guys are running these 31 spine 8.8's loclked, welded with 38" and 40" tires in their buggies......... 8.8 large tube has strong kung fu
7 degrees

0 degrees

Spring perches were held in place with magnets, adjusted for height measured 1000 times and then finally tack welded


height adjusted! important

perches must be tall enough to must clear centering pins on the lift blocks and be height correct side to side
weld them up


all of this welding is done in 1" lengths, then the area is left to cool....we do not want to warp a tube


axle cleaned and final paint



let dry, bolt her back up!

check all angles and center.....bang on!
had to modify the ladder bar / airbag bracket to work with the larger tube 8.8



sway bar fits no mods needed

Guess what?

Nobody's perfect! Turns out the drivers shock tab moved before the tack welds and I missed. I had to chop it off, snag another one from another axle and change the angle just ever so slightly
All is well now....... plus chicks dig scars
Now it is in the exact correct spot.....phew lost sleep over that one

what is just a few pictures here, is a whole day of "what's the best way to fix this?" for me
Now time to plumb and mount the brakes, final torque the U bolts. Picked up all new hardware for the air bag mounts
Power stop rotors and calipers, EBC pads, new E brake cables and new brake hoses


oh baby


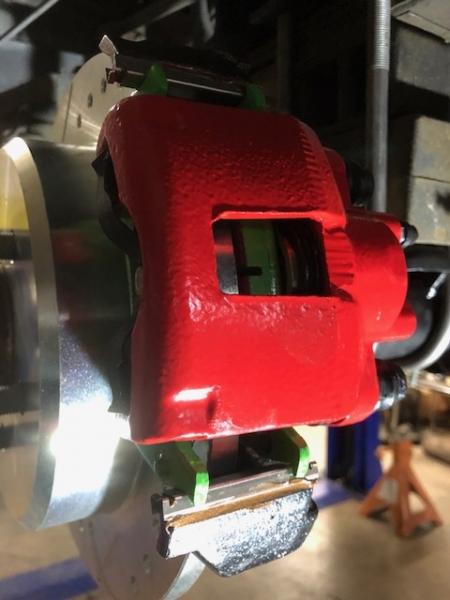
I present to you, just in time for the holidays..............



Christmas brakes!!
____________________
I build custom RBV, specializing in drivetrain conversions, wiring, suspension and complete custom trucks